Note on screwing in drive-in anchors
As the stated holding capacities can only be fully achieved in the direction in which the anchor shaft is pointing, it is important to ensure that the anchor is always installed in the direction of pull. Due to the even inclination of our anchor discs and the rounded cutting edge, each anchor can be screwed in easily without destroying the structure of the soil. Similar to the motion of a corkscrew, the anchor screws itself into the earth when the corresponding torque is applied. We recommend a screwing in speed of 20 - 25 rpm. If the anchor is screwed into the earth at a faster speed, the anchor will burrow into the soil. The structure of the soil will be sustainably destroyed as a result and it will not be possible to achieve the desired holding capacities.
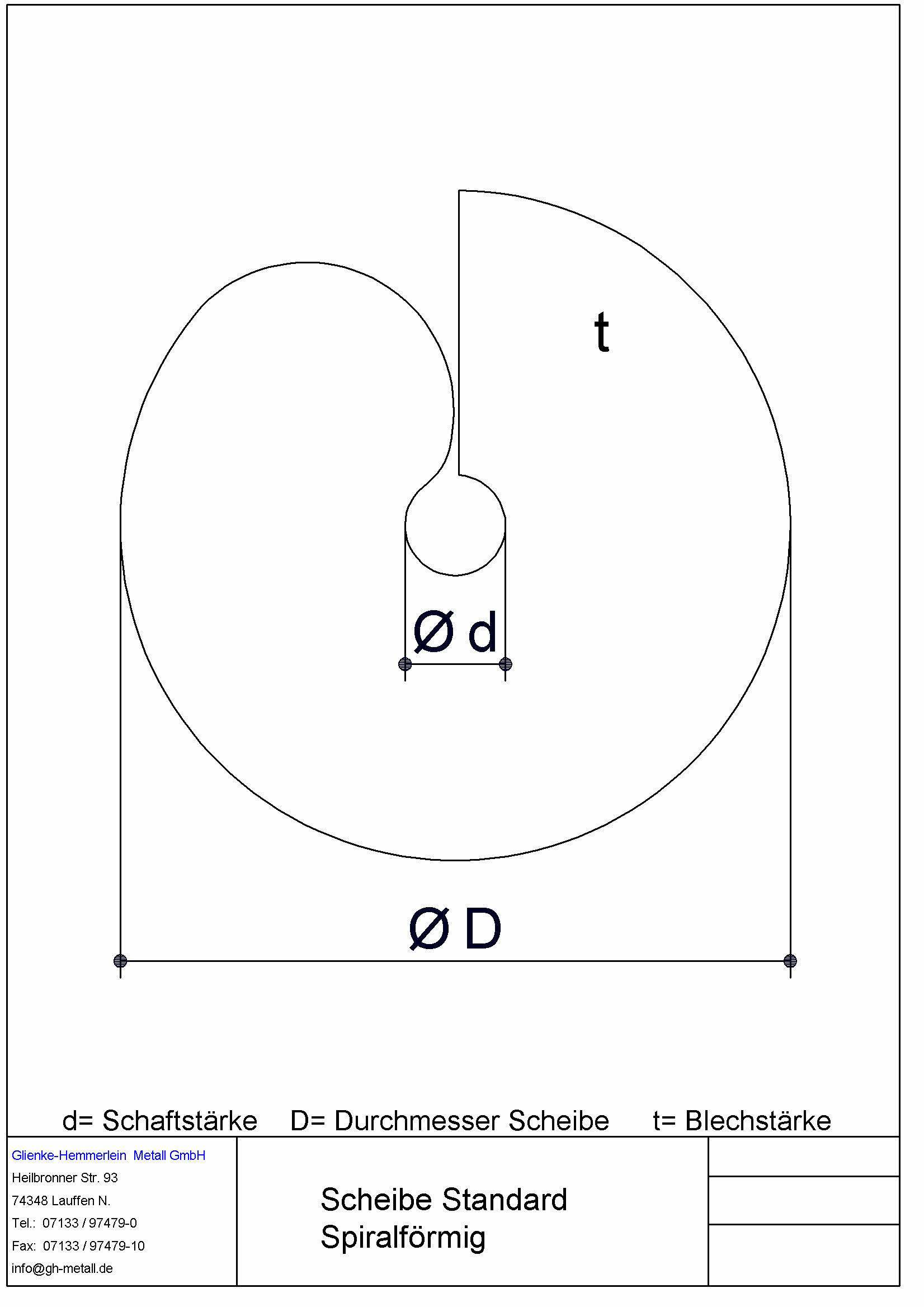
Differences between the winding discs
- Standard version: Spiral-shaped disc
Advantage: Better characteristics when screwing into heavy soils
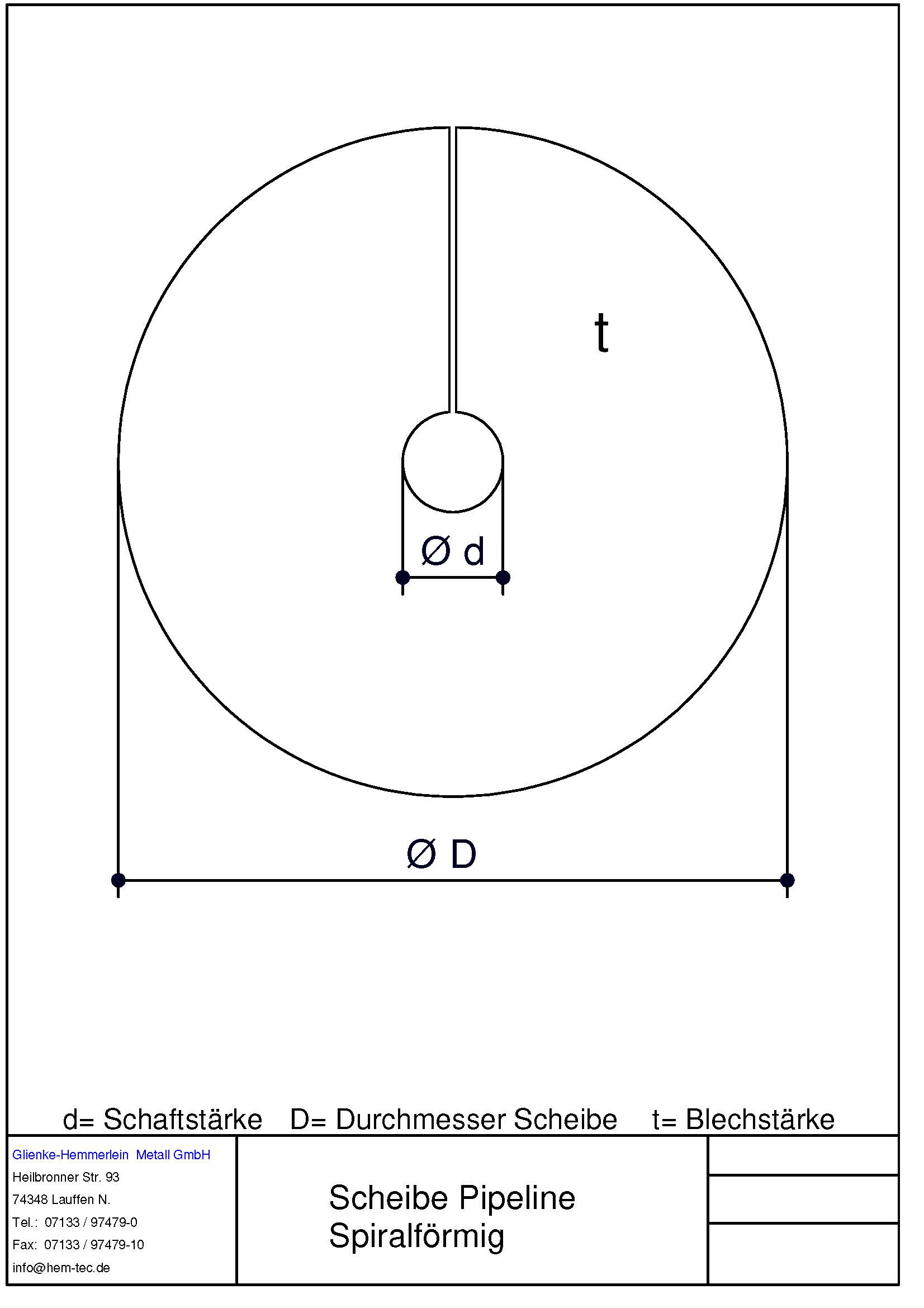
- Special version: Pipeline disc
Advantage: Greater holding capacity in soft soil (e.g. sand)
|
Standard version:
|
Special version:
|
|
The standard version is usually a SPIRAL-SHAPED disc
|
Available on request: Pipeline disc
|
|
Advantage: Better characteristics when screwing into heavy soils
|
Advantage: Greater holding capacity in soft soil (e.g. sand)
|
|
|
|
Please note:
We produce high-quality products with the greatest of care. Nevertheless, please note the following:
1. Due to the technical hot-dip galvanizing process and associated hanging of our products, it is possible that burrs or sharp points may form on the products during galvanizing that cannot be removed during our manufacturing process. These sharp-edged sections could result in cutting injuries. We can deliver burr-free products on request for an additional fee.
2. In the case of drive-in anchors and other anchors that are driven into the earth using impact tools, it is not possible to exclude the possibility that the galvanised coating may be chipped. Improper handling of the impact tools could also result in injuries (we recommend using personal protective equipment such as goggles to protect about chips, gloves to protect against cutting injuries, safety boots, etc.).
3. Galvanised surfaces are at risk of corrosion if exposed to moisture in situations where there is insufficient ventilation and thus it is important that our galvanised products are handled appropriately and stored and transported in their packaging in dry conditions (protection against dew and condensation).
4. Our products are professionally wrapped in packages, on a pallet or in bundles. In the case of products packaged in bundles, in particular, the wire fastening around the products may spring upwards when opening the bundle and it is advisable to take care when opening the fastenings.
Please don’t hesitate to contact us at any time if you have any questions on the proper handling of the products.
Acceptable irregularities according to the technical regulations for metalworking - construction technology
Hot-dip galvanising
Hot-dip galvanising is corrosion protection and not an optical design feature such as a paint coating because neither the metalworker nor the galvanizing company can influence elements such as the silicon or phosphorous content that affect the appearance. Furthermore, the design of the product generally comprises different profiles, pipes or sheets. These have different alloy components that will have various coating thicknesses and different looking surfaces after the hot-dip galvanising process.
The existence of darker and lighter areas (e.g. net-like patterns or dark grey areas) or minor irregularities on the surface are not grounds for refusing to accept the products. The formation of (white or dark) corrosion products, primarily consisting of zinc oxide (due to storage under damp conditions after the hot-dip galvanizing process), is not grounds for refusing to accept the products insofar as the zinc coating still meets the required minimum thickness.
Reworking and lumpy zinc coatings
Steel parts drip during the hot-dip galvanising process. It is possible that the zinc dripping from the parts may solidify and form lumps or runs during this process.
If these lumps are relatively small, they will not cause any problems and should be left as they are. They will not negatively impact the corrosion protection. It is not good practice to knock these lumps off or to use a grinding tool to rigorously remove them because there is a risk that the zinc coating could be removed down to the bare steel.
Any zinc lumps or runs that are very sharp should always be removed to avoid any risk of injury. The use of a hand file or mechanical grinding using an angled grinder with a flexible disc is recommended for completing this process. Another option for removing the undesired lumps of zinc is to melt the excess zinc using a cool welding flame.
Zinc lumps over welded seams indicate that a welding electrode containing silicon was used for the welding process. The zinc will accumulate to a lesser extent if you use filler materials with a lower silicone content.
It will never be possible to prevent the zinc coating spreading over previously completed flat welding seams and consequently this does not constitute a defect.