Consignes pour le vissage des ancres à percuter
Les forces de maintien indiquées ne pouvant être totalement absorbées que dans la direction de la tige d'ancrage, il faut veiller à ce que l'ancre soit toujours vissée dans le sens de la traction. En raison du pas uniforme de nos disques d'ancrage et du tranchant arrondi, chaque ancre peut être facilement vissée sans détruire la structure du sol. Pratiquement comme le « principe du tire-bouchon », elle s’enfonce dans le sol lorsque le couple approprié est appliqué. Nous recommandons une vitesse de vissage de 20 à 25 tr/min. Si la vitesse de vissage est supérieure, l'ancre s'enfouit dans le sol. La structure du sol sera alors affectée et les forces de maintien souhaitées ne seront pas atteintes.
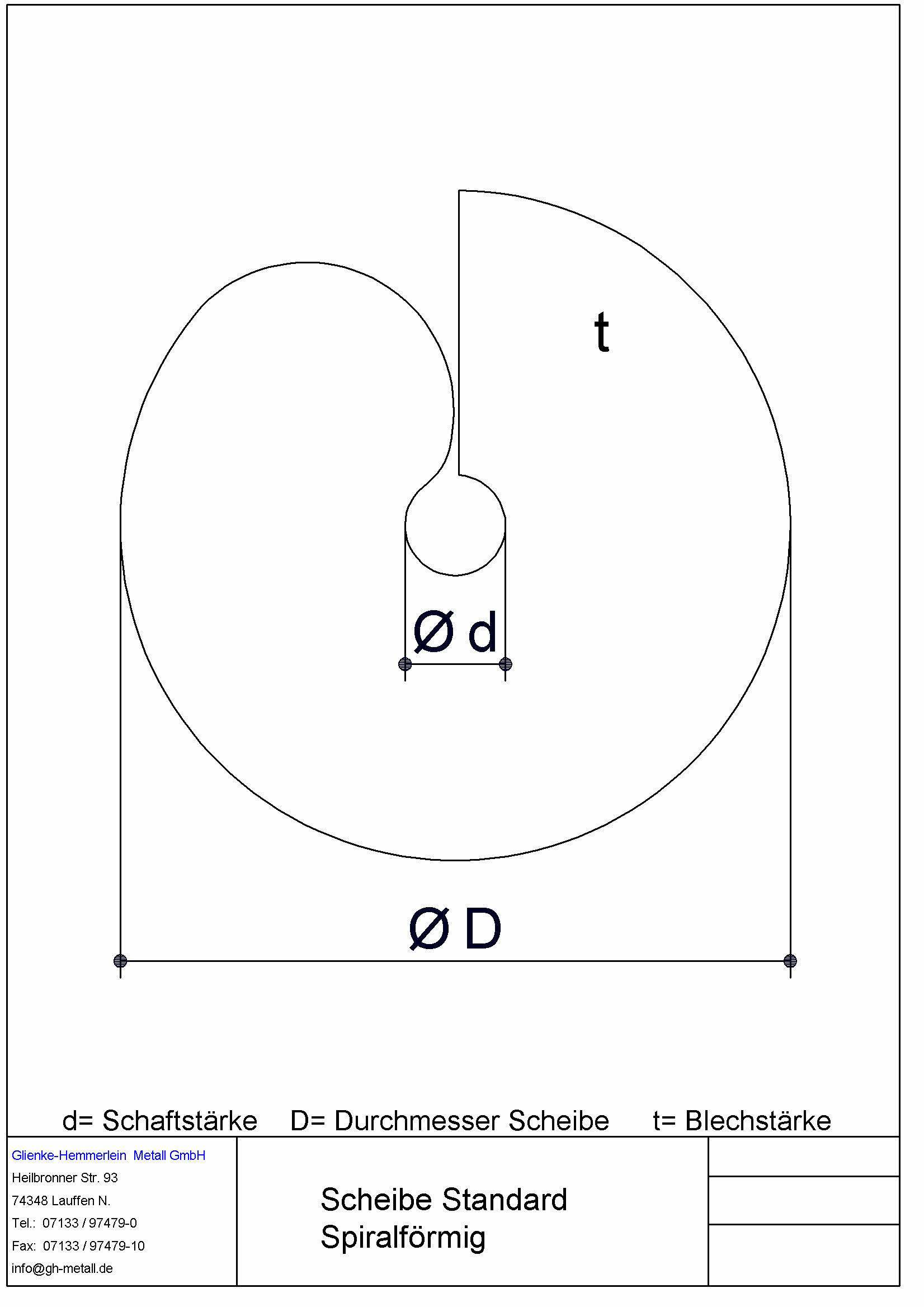
Différences du disque à spires
- Version standard : Disque en forme de spirale
Avantage : meilleure propriété de vissage dans les sols lourds
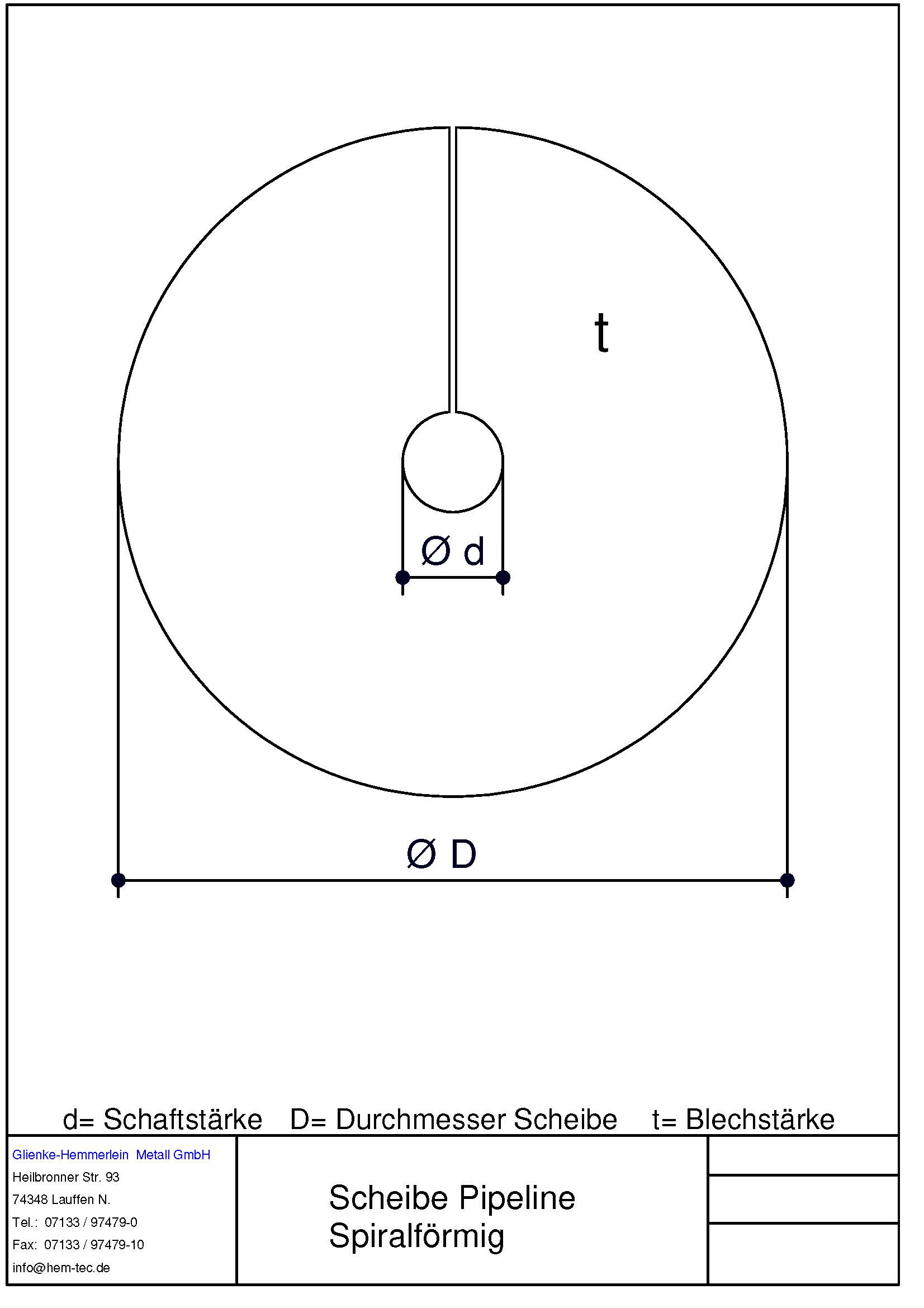
- Version spéciale : disque pour pipeline
Avantage : pouvoir de maintien plus élevé dans les sols meubles (p. ex. sable)
|
Version standard:
|
Version spéciale :
|
|
Version du disque généralement avec disque EN FORME DE SPIRALE
|
Possible sur demande spéciale : Disque pour pipeline
|
|
Avantage : meilleure insertion dans les sols lourds
|
Avantage : pouvoir de maintien plus élevé dans les sols meubles (p. ex. sable)
|
|
|
|
Attention :
Nous fabriquons des produits de haute qualité avec le plus grand soin, mais veuillez noter :
1. La galvanisation technique et la suspension associée de nos produits peuvent provoquer des bavures et des pointes lors de la galvanisation, qui ne peuvent pas être éliminées pendant notre processus de fabrication. Celles-ci peuvent être acérées et entraîner à des coupures. La livraison de produits sans bavures est possible sur demande spéciale et à vos frais.
2. Pour les ancres à percuter et les ancres enfoncées avec des outils de frappe, des éclats de galvanisation ne sont pas à exclure. Une mauvaise manipulation des outils de frappe peut également entraîner des blessures (utiliser des équipements de protection tels que des lunettes de protection contre l’écaillement, des gants de protection pour les coupures, des chaussures de sécurité, etc.).
3. En cas d'exposition à l'humidité sans apport d'air suffisant, une surface galvanisée s'expose à certaines attaques de corrosion. Ainsi, lors du stockage et du transport de nos produits galvanisés dans des emballages, une attention particulière doit être portée à une manipulation à sec adaptée au matériau (protection contre la rosée ou la condensation).
4. Nos produits sont emballés professionnellement dans un emballage, sur une palette ou en paquet. Pour les emballages en paquet, les bords de fil peuvent sauter lors de l'ouverture. Il est donc conseillé d'ouvrir soigneusement le fil de fixation.
Pour toute question concernant la manipulation adéquate, nous serons toujours ravis de vous aider.
Irrégularités indésirables selon le règlement technique du corps de métier des ouvriers métallurgistes – technique de construction
Galvanisation à chaud
La galvanisation à chaud est une protection contre la corrosion et non un agent de conception optique tel qu'un revêtement de couleur car des éléments influençant l'aspect, comme la teneur en phosphore de silicium, ne peuvent être influencés ni par les ouvriers métallurgistes ni par la galvanisation. Par ailleurs, une construction est généralement composée de différents profils, tubes ou tôles. Ceux-ci ont des composants en alliage différents qui produisent différentes épaisseurs de couche et des surfaces à l'aspect différent après la galvanisation à chaud.
L'apparition de zones plus sombres et plus claires (p. ex. un motif en forme de filet ou des zones gris foncé) ou une faible inégalité de surface ne constitue pas un motif de rejet. La formation de produits de corrosion (blanchâtres ou foncés), principalement constitués d'oxyde de zinc (formé par le stockage dans des conditions humides après la galvanisation à chaud), ne constitue pas un motif de rejet, dans la mesure où l'épaisseur minimale requise du revêtement de zinc est toujours présente.
Retouches et surépaisseurs de zinc
Les pièces en acier s'égouttent lors de la galvanisation à chaud. Il peut arriver que le zinc qui s’écoule se solidifie et forme des surépaisseurs ou des coulures.
Si ces surépaisseurs ne sont pas trop importantes, elles ne posent pas de problèmes et doivent donc rester telles quelles. Elles n'affectent pas la résistance à la corrosion. Il n'est pas approprié de retirer les surépaisseurs ou de les poncer de manière rigoureuse car le revêtement de zinc pourrait être éliminé jusqu'à l'acier nu.
Il faut dans tous les cas éliminer les surépaisseurs de zinc ou les coulures très pointues qui présentent un risque de blessure. Il est recommandé de travailler manuellement avec une lime ou mécaniquement avec une meuleuse d'angle à disque flexible. La séparation par fusion de l'excès de zinc avec une flamme de soudage douce est un autre moyen de supprimer une surépaisseur de zinc indésirable.
Les surépaisseurs de zinc sur les soudures indiquent qu'une électrode de soudage contenant du silicium a été utilisée pour le soudage. En cas d'utilisation de métaux d'apport avec une faible teneur en silicium, le zinc se développe dans une moindre mesure.
Une croissance de la couche de zinc sur des soudures préalablement usinées ne sera jamais complètement évitable et ne représente donc pas un défaut.